
- 泊头市翼博环保设备有限公司
猪粪发酵罐操作流程
猪粪发酵罐结构:猪粪发酵罐采用好氧发酵结构设计,是一种恶臭发生少,节省能源的获得有机肥的处理方法。整机采用立式封闭罐体结构,节约了占地面积,降低了设备安装对面积的要求。
 猪粪发酵罐特点:
猪粪发酵罐特点:
1、 罐体封闭:罐体采用全封闭式,发酵产生的废气经过废气处理系统处理后,排除罐外,消除二次污染。
2、 隔热处理:罐体内部用聚氨酯做保温层,受外界影响小,确保一年四季发酵。
3、 驱动设计:采用液压驱动,推力大,可以确保罐体内腐熟物满载负荷运行,确保运行流畅,维修成本低。
4、 寿命长:与粪便接触部分全部采用304不锈钢,减少腐蚀,使用寿命长。
5、 电气控制:采用PLC芯片自动与手动相结合控制系统,方便操作控制。
 猪粪发酵罐优势:
猪粪发酵罐优势:
1、省空间:占地面积小,无需大面积发酵场,亦可在露天安装,是可移动的有机肥处理工厂;
2、发酵快,7天即可产出有机肥;
3、保温好,不受季节寒冷限制;
4、密封式发酵处理,不造成二次污染,脱臭99%,减少污染,突破传统堆肥法,实现生产工业化;
5、直接加入:不需添加辅助料,直接投入新鲜家禽粪便进行发酵;
6、智能化:智能化控制,发酵过程中除了投取料,其它环节均无需人工操作;用人少,一人可以操作多台设备。投入牲畜粪便原料自动产出有机肥料;
7、产量大,附加值高,处理能力可根据需要增加台数,多台安装;
8、耐久性:发酵罐体三层结构,耐酸碱腐蚀,寿命长,可使用10年以上;
9、运行灵活:可采用每天连续进料,也可整进整出批量式生产;
10、更,优,质:好氧菌种形成的有益菌群可杀死原料中的有害菌,处理后产品是优,质发酵鸡粪,发酵鸡粪含量高出标准,有害菌以及细菌虫卵可全部杀死。可直接进行土地利用,不烧苗,不生虫,不产生有害菌。
11、运行成本低。
猪粪发酵罐设备工艺是将畜禽粪便与回流料或生物质、高温生物发酵菌混合,使含水率达到设计要求的50%-75%后进入处理系统,通过涡旋泵向畜禽粪便中送氧,并且在液压翻拌装置和粪便自身重力作用下逐层下落,一次发酵过程持续8天,使物料进行充分的好氧发酵分解,分解过程中释放的热量能够使畜禽粪便自身温度升高,能够达到80℃,发酵过程中畜禽粪便的水分不断蒸发,部分有机物被分解、腐熟,从而使畜禽粪便体积减小,到达畜禽粪便的减量化、稳定化处理目的。
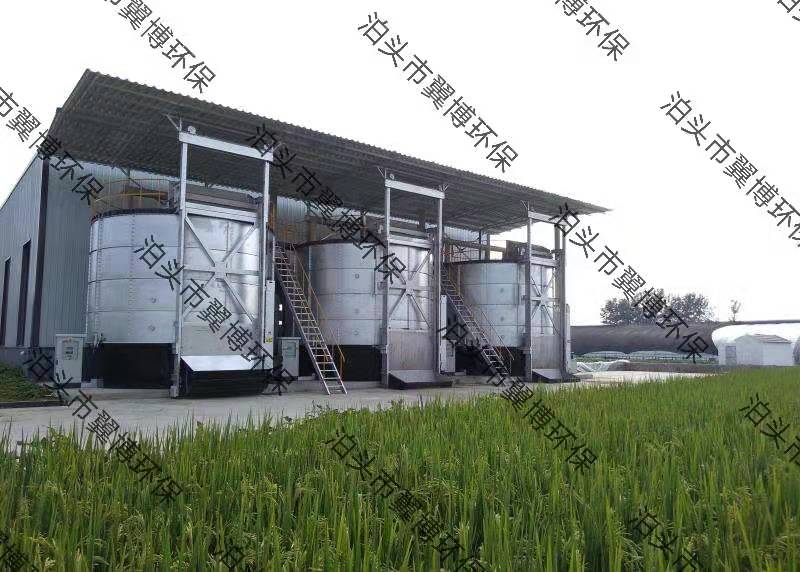
整个设备结构分为三部分,下部基座部分分布着液压站、风机及大推力液压搅拌轴等。中部为双层隔热罐体、设备自动控制系统、单侧基肥导出装置等,罐体内壁采用304不锈钢板内衬;不仅延长了罐体寿命,还降低了腐熟料残留,中间有聚氨酯发泡剂填充的保温层,外壁由加厚的钢板做支撑罐体。上部由风雨棚、检测平台及排风设施等装置构成。
1、 罐体封闭:罐体采用全封闭式,发酵产生的废气经过废气处理系统处理后,排除罐外,消除二次污染。
2、 隔热处理:罐体内部用聚氨酯做保温层,受外界影响小,确保一年四季发酵。
3、 驱动设计:采用液压驱动,推力大,可以确保罐体内腐熟物满载负荷运行,确保运行流畅,维修成本低。
4、 寿命长:与粪便接触部分全部采用304不锈钢,减少腐蚀,使用寿命长。
5、 电气控制:采用PLC芯片自动与手动相结合控制系统,方便操作控制。
6、 节约土地:本设备采用立体设计,节省土地的使用面积。
1、省空间:占地面积小,无需大面积发酵场,亦可在露天安装,是可移动的有机肥处理工厂;
2、发酵快,7天即可产出有机肥;
3、保温好,不受季节寒冷限制;
4、密封式发酵处理,不造成二次污染,脱臭99%,减少污染,突破传统堆肥法,实现生产工业化;
5、直接加入:不需添加辅助料,直接投入新鲜家禽粪便进行发酵;
6、智能化:智能化控制,发酵过程中除了投取料,其它环节均无需人工操作;用人少,一人可以操作多台设备。投入牲畜粪便原料自动产出有机肥料;
7、产量大,附加值高,处理能力可根据需要增加台数,多台安装;
8、耐久性:发酵罐体三层结构,耐酸碱腐蚀,寿命长,可使用10年以上;
9、运行灵活:可采用每天连续进料,也可整进整出批量式生产;
10、更,优,质:好氧菌种形成的有益菌群可杀死原料中的有害菌,处理后产品是优,质发酵鸡粪,发酵鸡粪含量高出标准,有害菌以及细菌虫卵可全部杀死。可直接进行土地利用,不烧苗,不生虫,不产生有害菌。
11、运行成本低。
猪粪发酵罐设备工艺是将畜禽粪便与回流料或生物质、高温生物发酵菌混合,使含水率达到设计要求的50%-75%后进入处理系统,通过涡旋泵向畜禽粪便中送氧,并且在液压翻拌装置和粪便自身重力作用下逐层下落,一次发酵过程持续8天,使物料进行充分的好氧发酵分解,分解过程中释放的热量能够使畜禽粪便自身温度升高,能够达到80℃,发酵过程中畜禽粪便的水分不断蒸发,部分有机物被分解、腐熟,从而使畜禽粪便体积减小,到达畜禽粪便的减量化、稳定化处理目的。
翼博环保 2014(C)版权所有
技术支持:中科四方